

齿轮制作有滚齿,铣齿,插齿等等各类工艺,但另有一种齿轮是用金属粉末压进去的,也就是粉末冶金工艺。
粉末冶金齿轮是各类汽车策动机中遍及利用的,固然在多量量的状况下十分经济适用,不外在其余方面也有待改良的处所。
粉末冶金是用金属粉末(或金属粉末与非金属粉末的混淆物)作为质料,颠末成形以及烧结,制作金属质料、复合质料以及各品种型成品的工艺手艺。
3.粉末冶金齿轮的反复性十分好。由于粉末冶金齿轮是用模具压抑成形的,在一般利用前提下,一副模具约可压抑多少万至多少十万件齿轮压坯。
2.尺寸巨细遭到压机压抑才能的限定。压机普通都多少吨到多少百吨压力,直径根本是在110MM之内都能够建造成粉末冶金;
3.粉末冶金齿轮受构造限定。因为压抑以及模具上的缘故原由,普通不相宜消费蜗轮、人字形齿轮以及螺旋角大于35°的斜齿轮。斜齿轮普通倡议把斜齿设想在15°之内;
4.粉末冶金齿轮的厚度遭到限定。模腔深度以及压机路程必需是齿轮厚度的2~2.5倍,同时思索到齿轮高度纵向密度的平均性,因而粉末冶金齿轮的厚度也是很主要的。
2.混料是将各类所需的粉末按必然的比例混淆,并使其平均化制成坯粉的历程。分干式、半干式以及湿式三种,别离用于差别请求。
3.成形是将混淆平均的混料,装入压模重压抑成拥有必然外形、尺寸以及密度的型坯的历程。成型的办法根本上分为加压成型以及无压成型。加压成型中使用至多的是模压成型。
4.烧结是粉末冶金工艺中的枢纽性工序。成型后的压坯经由过程烧结使其获患上所请求的终极物理机器机能。烧结又分为单位系烧结以及多元系烧结。除了一般烧结外,另有松装烧结、熔浸法、热压法等特别的烧结工艺。
5.烧结后的处置,能够按照产物请求的差别,采纳多种方法。如精整、浸油、机加工、热处置及电镀。别的,比年来一些新工艺如轧制、铸造也使用于粉末冶金质料烧结后的加工,获患上较幻想的结果。
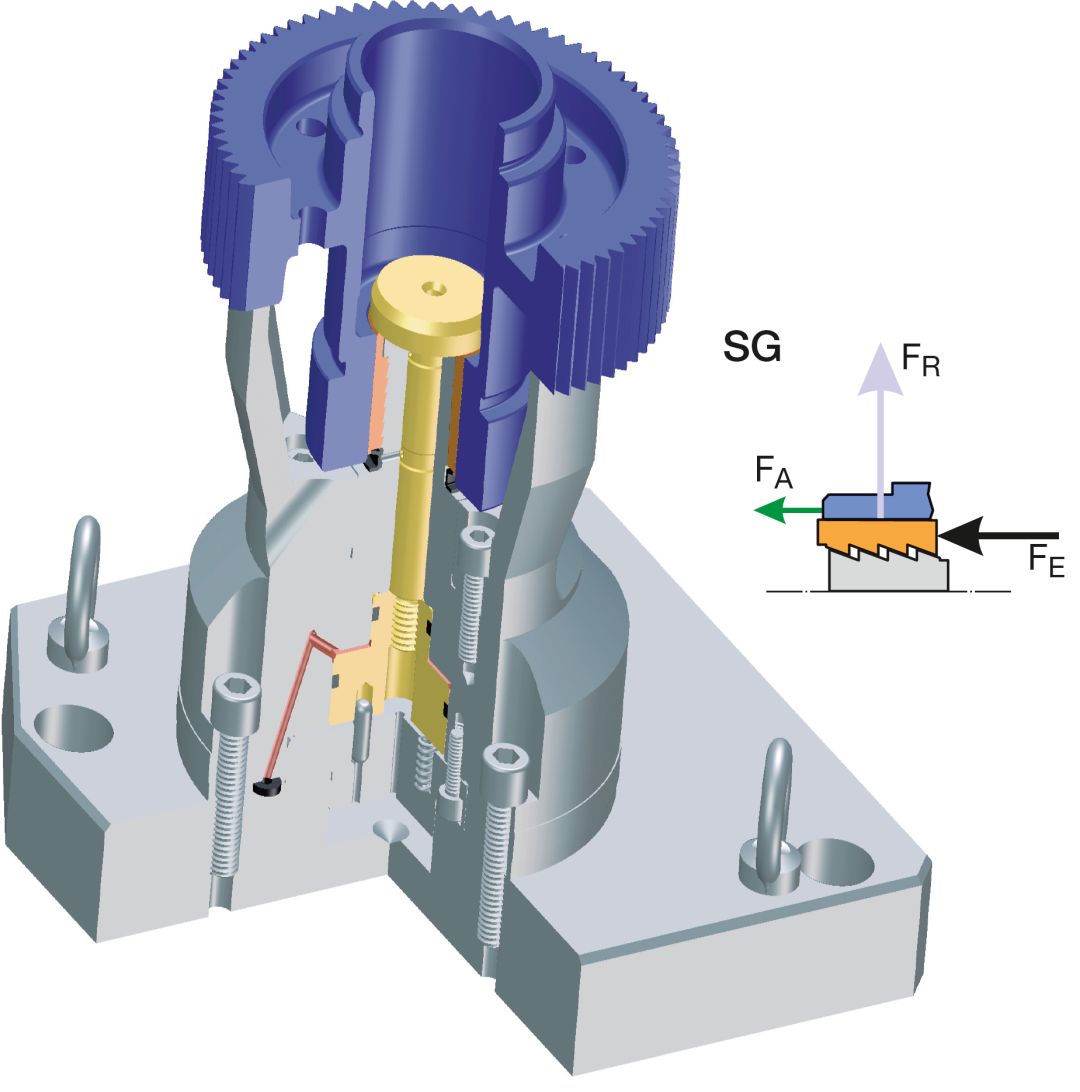
粉末冶金是多量量制齿轮的一种办法,而常见的滚齿、插齿等工艺看起来能更好的应答多种类小批量的需要,此时它们的装夹体系就颇有讲求了。
从一般车加工→滚齿加工→插齿加工→剃齿加工→硬车加工→磨齿加工→珩磨加工→钻孔→内孔磨削→焊接→丈量,为这个历程设置适宜的装夹体系显患上尤其主要。
在一般车加工中,齿轮毛胚件凡是被夹持在垂直大概程度的车削机床上。关于主动夹持的夹具,绝大大都不需在主轴另外一边加装帮助不变安装。
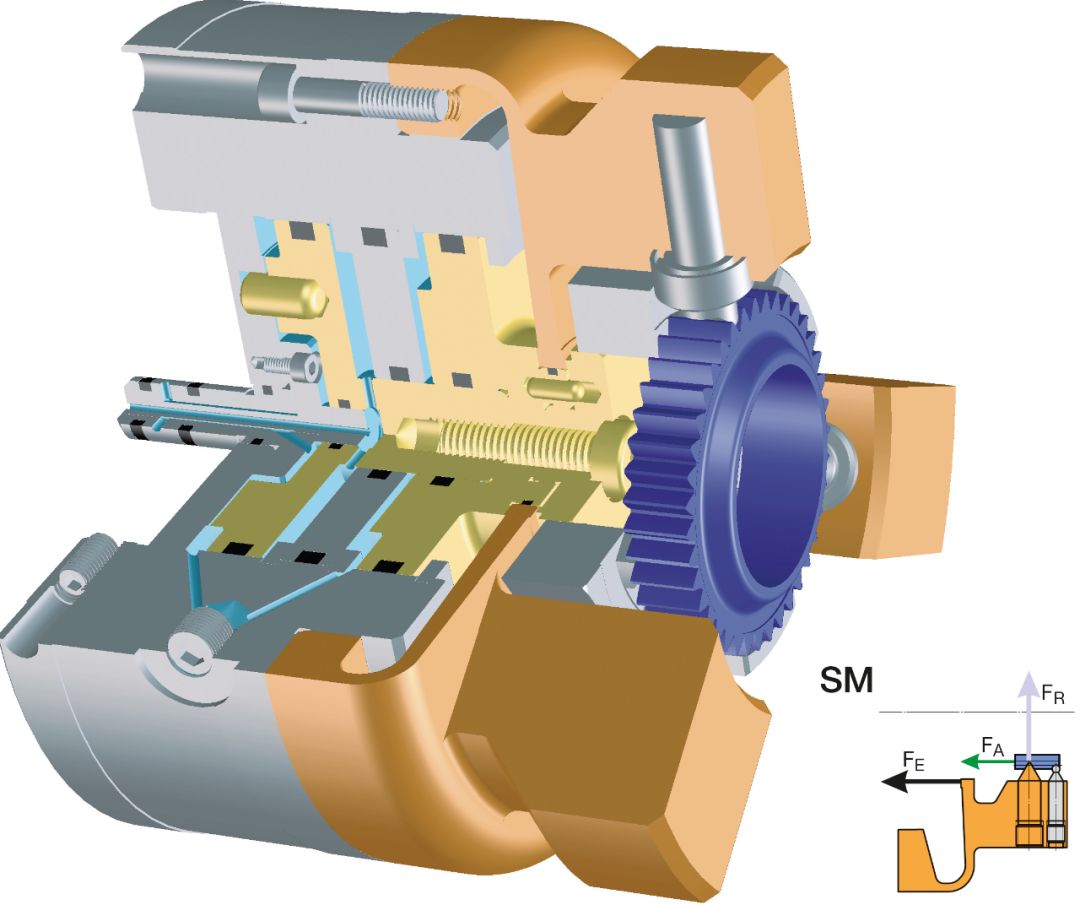
由于出众的经济性,滚齿加工是一种用于消费外齿轮,圆柱齿轮的切削工艺。滚齿加工不只在汽车产业中,并且还在大型的产业变速器制作中被普遍使用,可是条件是不会遭到被加工工件的表面面的限定。
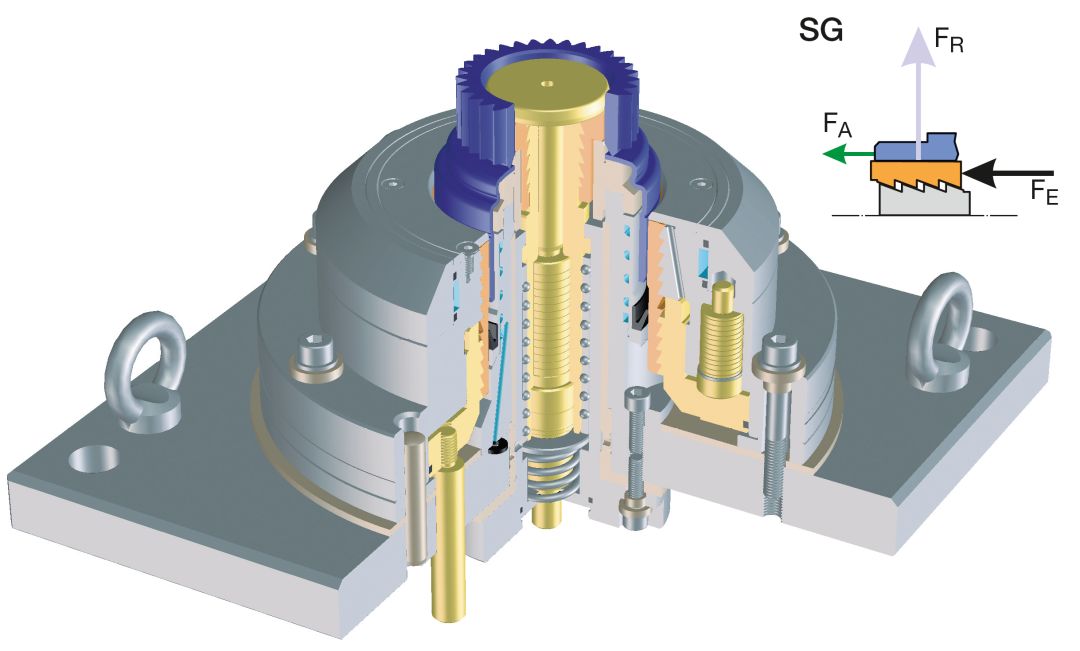
插齿这类加工齿轮的工艺,次要用在不克不及滚齿加工的状况下。这类加工方法次要被合用于齿轮的内齿加工,以及一些受构造滋扰齿轮的外齿加工。
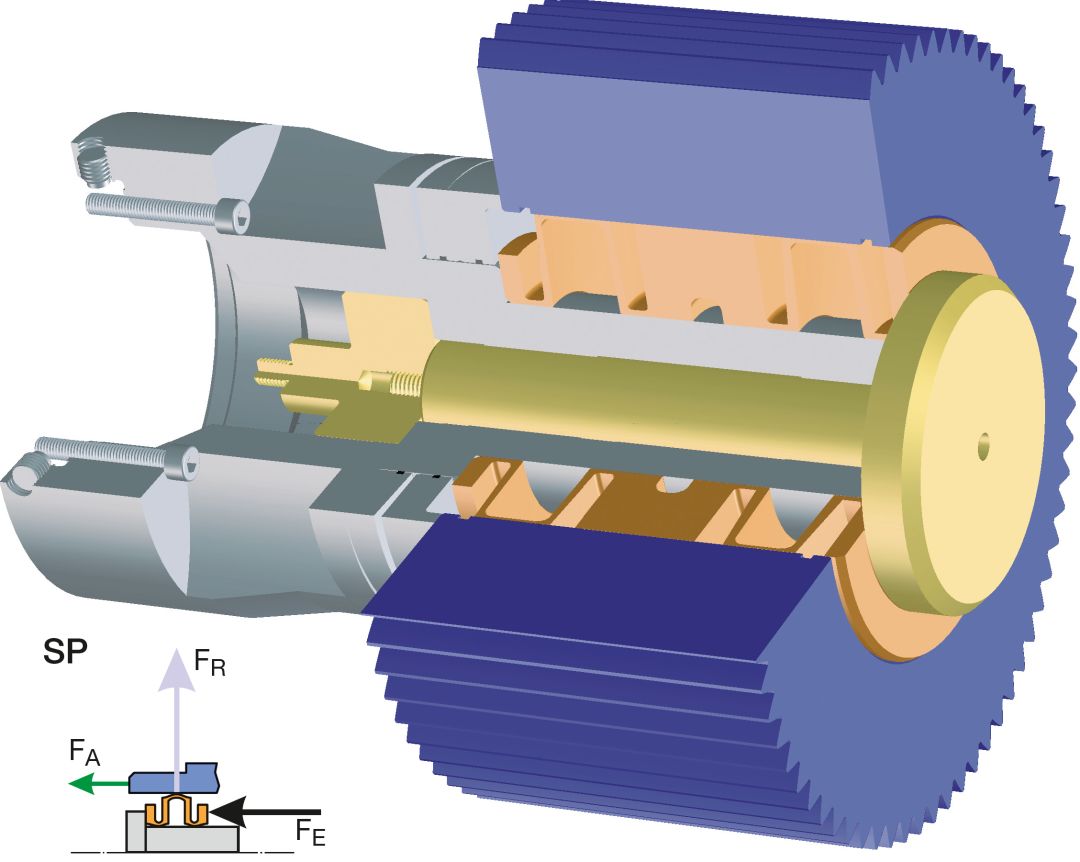
剃齿加工是一种齿轮的精加工工艺,切削时带有对应于齿轮齿形的刀身。这类工艺拥有很高的消费经济性,因而曾经在产业中被普遍使用。
硬车加工使代替高贵的研磨工艺成为能够。为了使其一般运转,体系的各个部门以及加工部门相对于应的毗连在一同。选用准确的机床以及夹具、切削东西决议了车削结果的黑白。
现今为了胜利到达齿轮消费中所必需的精度,在许多状况下,齿面的硬质精加工是必不成少的。在量产中,一种很经济有用的加工方法。另外一方面,相似于样品加工,当利用可调理的研磨东西时,磨齿加工就会表现更大的灵敏性。
珩磨加工是使用无定形切削角度,对硬质齿轮停止终极精加工的工艺。珩磨加工不只拥有很高的经济性,并且能使被加工齿轮拥有低乐音的滑腻外表。相对研磨,珩磨加工的切削速率很低(0,5至10m/s),因而制止了切落发烧对齿轮加工的损伤。更切当的说,在被加工齿面上发生的内应力,对装备的承载才能发生必然的主动感化。
钻孔是一种扭转切削的加工工艺。刀具的转轴以及被加工孔的中间是在轴向是完整符合的,且与刀具在轴向的进给标的目的是分歧的。切削活动的主轴应于刀具连结分歧,以及进给活动标的目的无关。
内孔研磨是一种无定形切削角度的机器加工工艺。比力其余的切削加工工艺,研磨对硬质金属拥有很高的尺寸以及成形精度,尺寸精度(IT 5—6),很小的震纹痕高质量的外表精度(Rz = 1-3μm)等长处。
电容放电焊接属于电阻焊接加工工艺。电容放电焊接经由过程很快的电流增长,相称短的焊接工夫,及很高的焊接电流来完成。因而,电容放电焊接拥有许多长处。关于日趋增加的能源价钱,电容放电焊接的经济性以及高效性显患上尤其主要。
齿轮的检测十分普遍的,其必需按照齿轮的不怜悯势来停止调解。在齿轮的丈量中,经由过程长度,角度的丈量,以及特别的齿轮工艺丈量,来肯定齿轮的各个差别主要参数。
以上是齿轮的粉末冶金加工演示,以及在插齿、滚齿等加工方法下的夹详细系示例,维基体育公司:详细的挑选除了看批量巨细以外,也要分离实践公道阐发,便利制作工艺的完成。
文章来由:【微旌旗灯号:AMTBBS,微信公家号:天下先辈制作手艺论坛】欢送增加存眷!文章转载请说明来由。
减速器一、本系列产物参照国度业余尺度JB1799 消费并经优化改良;二、改良型A 系列产物,行星轮磨
面减速机电比蜗轮减速机电质量上,利用寿命,传动服从上都要好许多,可是我又不晓患上怎样来描述RCRF的益处,长处。以是问问RCRF硬
了碳化钨粒子,十分合用低温事情情况,最高可接受900℃事情温度,硬度60-63 HRC。3.4 堆焊
程度以及丈量手腕尚难到达,有待开展。3-5级为高精度品级,6-8级为中等精度品级,9-12级为低精度品级。此中6级是根底级,也是设想中经常使用品级,它是
减速机普通用于低转速大扭矩的传动装备,把电念头.内燃机或高速运行的动力经由过程减速机的输入轴上的
数”是对来自上位安装输入指令的1个脉冲对应于工件所走的挪动量停止随便设定的功用。设编码器为17位编码器,则其分辩率为131072,那末伺服扭转一周编码器反应返来131072个脉冲
旌旗灯号发作器发生的正弦频次旌旗灯号,用按时器停止捕捉,当幅值低于3V后为何MCU就没法捕捉到了?


 在线咨询
在线咨询  400-888-8888
400-888-8888